
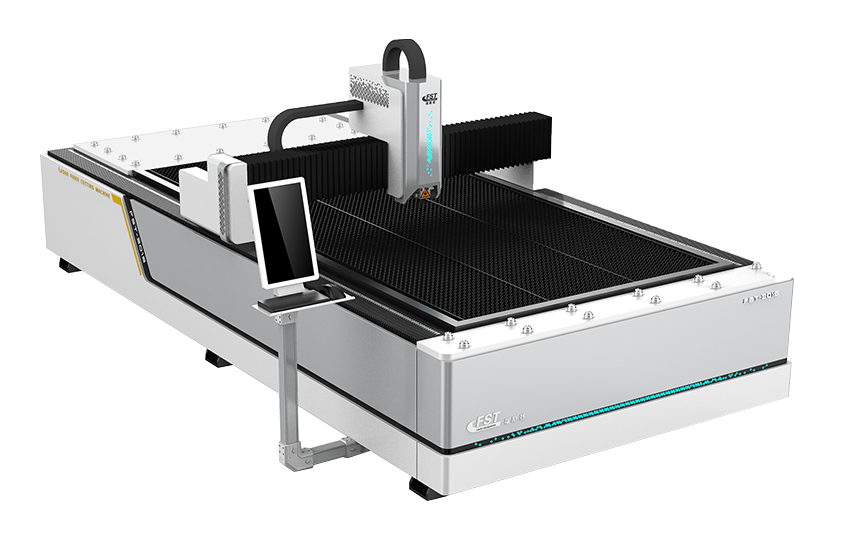
S rýchlym pokrokom v priemyselnom rozvoji,vláknové laserové rezacie strojenašli široké uplatnenie. Po dlhodobom používaní však môže dôjsť k určitým odchýlkam v presnosti rezania týchto strojov, čoho výsledkom sú produkty, ktoré nemusia spĺňať požadované štandardy. Tieto odchýlky sú často spôsobené problémami s ohniskovou vzdialenosťou. Preto je dôležité pochopiť, ako kalibrovať presnosť rezania laserových rezacích strojov. V tejto časti preskúmame metódy nastavenia presnosti rezania vláknových laserových rezacích strojov.
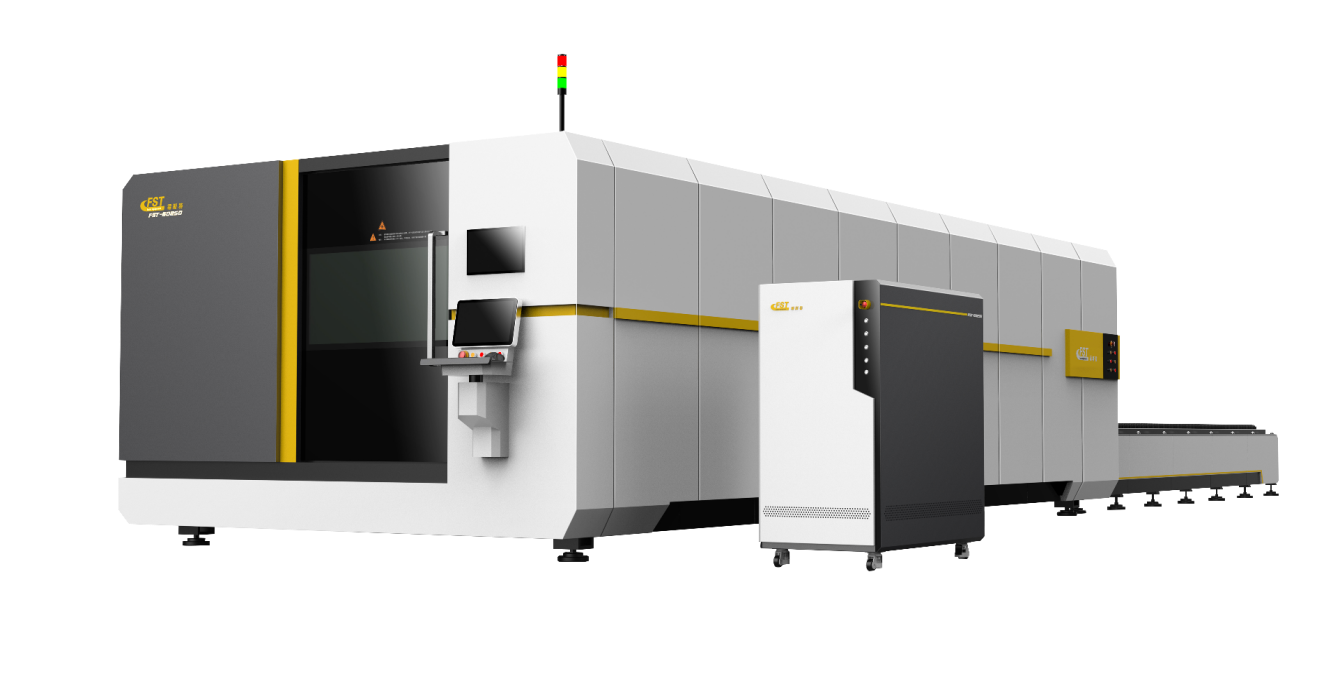
Keď je laserový bod nastavený na najmenšiu veľkosť, vykonajte bodový test, aby ste zistili počiatočný efekt. Ohniskovú polohu je možné určiť vyhodnotením veľkosti laserového bodu. Keď laserový bod dosiahne svoju minimálnu veľkosť, táto poloha predstavuje optimálnu ohniskovú vzdialenosť pre obrábanie a môžete pokračovať v procese obrábania.
V počiatočných fázachlaserový rezací strojPri kalibrácii môžete na vykonanie bodových testov a určenie presnosti ohniskovej polohy použiť testovací papier alebo zvyšky materiálu. Nastavením výšky laserovej hlavy nahor a nadol sa veľkosť laserového bodu počas bodových testov bude meniť. Opakované nastavenia v rôznych polohách vám pomôžu identifikovať najmenší laserový bod, čo vám umožní určiť optimálnu ohniskovú vzdialenosť a najlepšiu polohu laserovej hlavy.
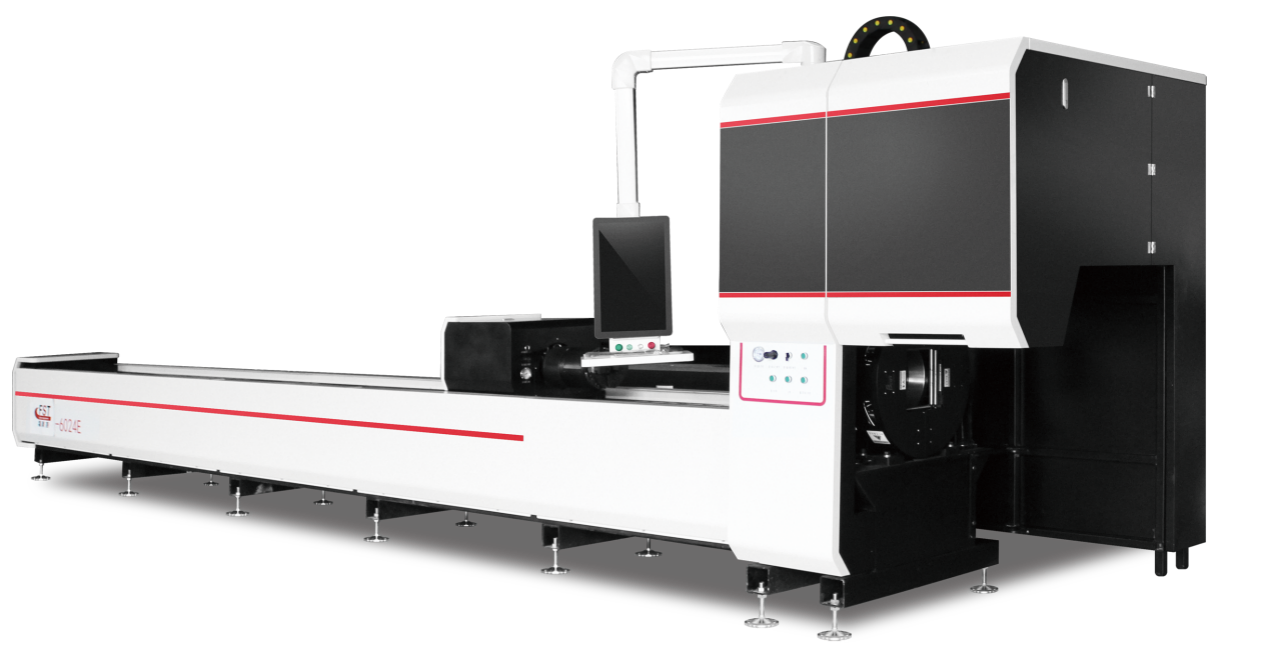
Po inštaláciivláknový laserový rezací strojNa trysku CNC rezacieho stroja je namontované ryhovacie zariadenie. Toto zariadenie sa používa na ryhovanie simulovaného rezného vzoru, ktorým je štvorec s rozmermi 1 meter, do ktorého je vpísaný kruh s priemerom 1 meter. Z rohov štvorca sa ryhujú diagonálne čiary. Po dokončení ryhovania sa pomocou meracích nástrojov overí, či je kruh dotyčnica štyroch strán štvorca. Dĺžka uhlopriečok štvorca by mala byť √2 metre a stredová os kruhu by mala pretínať strany štvorca. Body, kde stredová os pretína strany štvorca, by mali byť vzdialené 0,5 metra od rohov štvorca. Meraním vzdialenosti medzi uhlopriečkami a priesečníkmi je možné určiť presnosť rezania zariadenia.
Čas uverejnenia: 20. augusta 2024